臺州市椒江建設工程機械廠 鉆孔取芯機|金剛石鉆頭|雙刀鋸石機|雙面磨平機
13566870732


2025-11-01 00:14:05
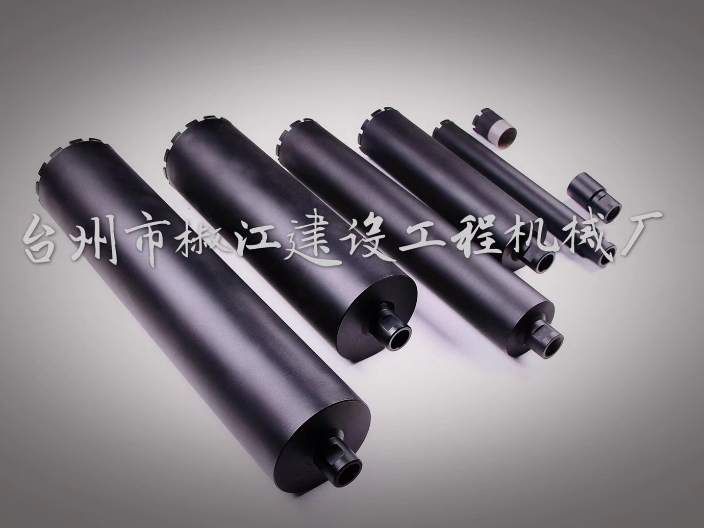
空心鉆頭的主要特點是加工時孔的內芯不被切削,因此空心鉆頭的切削量比麻花鉆明顯減少,所需鉆機功率和切削中產生的熱量也較小!用高速鋼空心鉆頭鉆孔時,因加工區溫度對鉆頭硬度影響很大,因此鉆孔過程中必須使用冷卻液降溫(如不用冷卻液,鉆頭磨損一開始就將以相變磨損為主而快速磨損)!開始我們采用外部噴淋冷卻方式,但因鉆頭工位為水平軸線方向加工,冷卻液不易進入鉆頭刀刃部分,冷卻液消耗較大,冷卻效果不理想!經重新設計改變鉆機主軸結構,將外部噴淋冷卻變為內部噴淋冷卻,冷卻液由空心鉆頭芯部加入,使冷卻液能順利到達鉆頭切削部分,從而明顯降低了冷卻液消耗量,改善了冷卻效果!臺州市椒江建設工程機械廠是一家專業生產銷售鉆頭,有想法可以來我司咨詢!江蘇金剛石鉆頭生產商

水鉆鉆頭是空心的,主要用來鉆一些大孔鉆玻璃的鉆頭,比如:排水管、給水管、沖擊鉆頭和電錘鉆頭都是實心的,用于鉆小孔鉆玻璃的鉆頭,例如水管或電線!鉆頭使用哪種類型的鉆孔混凝土墻取決于具體情況!當然,鉆頭用于鉆孔混凝土墻是可以劃分的!當然,也要看具體的大小!如果墻是混凝土的,通常需要受到沖擊!購買后,您需要將合金鉆頭連接到鉆頭上!必須牢牢固定,以防脫落!,接上電源直接使用!荒原狼小公寓的設計和布局!使用哪種鋼筋混凝土鉆頭!如果鋼筋很細,孔徑在50mm左右,孔深小于0米,可以考慮用風鉆打合金鉆頭!密度高,孔徑大,氣孔大!一般來說,使用三角鉆或合金鉆,用手鉆鉆混凝土,但首先要了解混凝土墻體的強度!如果混凝土墻還是比較硬的,就用但是高大的混凝土梁柱并不好!普通電鉆一般都是!由于鉆頭的切削刃被燒蝕,小電鉆無法穿透!使用電鉆會擠壓電池兩次!水泥墻混凝土墻體表面的裂縫應該用什么來修補?用圓環修補墻面的裂縫!用手鉆在瓷磚墻上鉆孔!你不能使用普通的鉆頭,而是使用玻璃的鉆頭!直接!適用于鋼筋混凝土鉆孔!沖擊鉆:沖擊鉆的沖擊機構有犬齒型和球型兩種!物理倉庫中有一個自用的鉆頭!鋼針的手柄損壞!重慶挖機鉆頭要多少錢購買高速鋼鉆頭設備,就選臺州市椒江建設工程機械廠,讓您滿意,有想法可以來我司咨詢!

操作者必須經過培訓,操作方法熟練后,方可獨自操作!電器部分要做好防水、防塵工作,隨時注意檢查漏電接地保護是否可靠!斷路器電流調整至8A!在接通壓縮空氣前,氣動閥手柄必須置于"停"的位置上;壓縮空氣必須經過過濾,盡量保持清潔和干燥!鉆機必須支撐牢固后,方可開始工作,防止引起鉆機倒地!在進給過程中,嚴禁突然、快速開啟推進氣缸,以免項起鉆機,造成事故!注意檢查擺線針輪減速機和傳動輸出部件的潤滑情況,每10天加1次;高速黃油或1#潤滑脂潤滑,也可用潤滑劑(黃油、機油混合)代替!隨時注意檢查各管路、螺母、接頭等的連接情況!鉆機鉆孔時,不允許反轉,以免鉆桿松脫和鉆桿螺紋磨損!1鉆機工作中應注意沖擊器的聲音和機器運轉情況是否正常,若有異常應立即停機檢查!接鉆桿時,要注意防止砂土等侵入沖擊器內部損壞機體!作業前油霧器內必須注滿機械油,冬季可選用粘度低一些的機械油,不得無油作業!鉆機導軌面、活塞桿外露部分、鉆桿螺紋等可適當加油潤滑!1鉆機使用后,要及時清理表面巖粉等臟物,以備下次使用!
三尖七刃銳當先、月牙弧槽分兩邊,側外刃再開槽,橫刃磨低、窄又尖!群鉆優于其它鉆頭的原因:標準麻花鉆60%的軸向阻力來自橫刃,因橫刃前角達-60°左右!“群鉆”把麻花鉆橫刃磨去80%~90%,并形成兩條內刃,內刃前角由-60°加大為0°~-10°,從而使軸向阻力減少50%左右,進給感覺特別輕快!群鉆再外直刃上刃磨出月牙槽,從而使分屑更細,排屑更流暢!鉆孔時產生的環行筋,有利于鉆頭定心,保證鉆孔“光”和“圓”!其鉆矩降低30%左右,所以它可以用較大的進給量鉆孔!外刃鋒角135°,內刃鋒角120°,鉆尖高0.06d,使它同時具備優良的鉆薄板性能!由于切削阻力小,定心準、穩,所以特別適合在手電鉆上使用!購買沖擊鉆頭設備,就選臺州市椒江建設工程機械廠,歡迎客戶來電!
群鉆再外直刃上刃磨出月牙槽,從而使分屑更細,排屑更流暢!鉆孔時產生的環行筋,有利于鉆頭定心,保證鉆孔“光”和“圓”!其鉆矩降低30%左右,所以它可以用較大的進給量鉆孔!外刃鋒角135°,內刃鋒角120°,鉆尖高0.06d,使它同時具備優良的鉆薄板性能!由于切削阻力小,定心準、穩,所以特別適合在手電鉆上使用!麻花鉆對于機械加工來說,它是一種常用的鉆孔工具!結構雖然簡單,但要把它真正刃磨好,也不是一件輕松的事!關鍵在于掌握好刃磨的方法和技巧,方法掌握了,問題就會迎刃而解!我這里介紹一下對麻花鉆的手工刃磨技巧!麻花鉆的頂角一般是118°,也可把它當作120°來看待!臺州市椒江建設工程機械廠致力鉆頭生產研發,歡迎您的來電哦!四川鉆頭哪家便宜
臺州市椒江建設工程機械廠是一家專業生產銷售鉆頭設備公司。江蘇金剛石鉆頭生產商
鉆頭的刃口要上下擺動,鉆頭尾部不能起翹!這是一個標準的鉆頭磨削動作,主切削刃在砂輪上要上下擺動,也就是握鉆頭前部的手要均勻地將鉆頭在砂輪面上上下擺動!而握柄部的手卻不能擺動,還要防止后柄往上翹,即鉆頭的尾部不能高翹于砂輪水平中心線以上,否則會使刃口磨鈍,無法切削!這是很關鍵的一步,鉆頭磨得好與壞,與此有很大的關系!在磨得差不多時,要從刃口開始,往后角再輕輕蹭一下,讓刃后面更光潔一些!保證刃尖對軸線,兩邊對稱慢慢修!一邊刃口磨好后,再磨另一邊刃口,必須保證刃口在鉆頭軸線的中間,兩邊刃口要對稱!有經驗的師傅會對著亮光察看鉆尖的對稱性,慢慢進行修磨!鉆頭切削刃的后角一般為10°-14°,后角大了,切削刃太薄,鉆削時振動厲害,孔口呈三邊或五邊形,切屑呈針狀;后角小了,鉆削時軸向力很大,不易切入,切削力增加,溫升大,鉆頭發熱嚴重,甚至無法鉆削!后角角度磨的適合,鋒尖對中,兩刃對稱,鉆削時,鉆頭排屑輕快,無振動,孔徑也不會擴大!江蘇金剛石鉆頭生產商