臺州市椒江建設工程機械廠 鉆孔取芯機|金剛石鉆頭|雙刀鋸石機|雙面磨平機
13566870732


2025-11-02 03:04:36
木材加工:鉆頭通常用于加工木材材料,如板材、實木、人造板等!在木材加工中,鉆頭通常用于鉆孔、擴孔、倒角等操作!石材加工:鉆頭通常用于加工石材材料,如大理石、花崗巖、石膏等!在石材加工中,鉆頭通常用于鉆孔、擴孔、倒角等操作!陶瓷加工:鉆頭通常用于加工陶瓷材料,如瓷磚、陶器等!在陶瓷加工中,鉆頭通常用于鉆孔、擴孔、倒角等操作!其他材料加工:鉆頭還可以用于加工其他材料,如塑料、橡膠、紙張等!優勢鉆頭具有以下優勢:高效:鉆頭可以快速、準確地完成鉆孔、擴孔、鉸孔等操作,提高了加工效率!購買鉆頭,就選臺州市椒江建設工程機械廠,用戶的信賴之選,有想法的不要錯過哦!浙江沖擊鉆頭哪里有

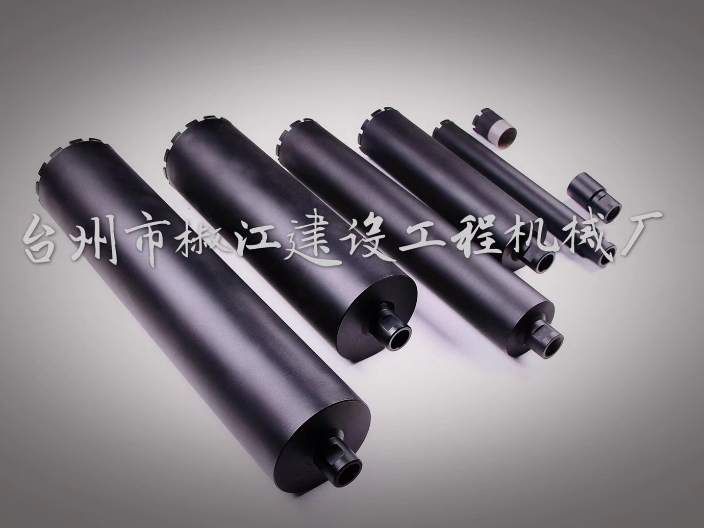
鉆頭除了市面傳統的麻花鉆以外,還有專門用于磁座鉆的取芯鉆頭(又叫空心鉆頭),這種鉆頭采用銑刀的原理,具有效率高,精度好的效果!一般客戶都是選擇空心鉆頭(取芯鉆頭),規格有:12-160mm不等!只有小尺寸的孔必須要用麻花鉆頭打!空心鉆頭種類一般有高速鋼鉆頭,硬質合金鉆頭,鎢鋼鉆頭!高速鋼鉆頭是通過其相對固定軸線的旋轉切削以鉆削工件的圓孔的工具!因其容屑槽成螺旋狀而形似麻花而得名!螺旋槽有2槽、3槽或更多槽,但以2槽較為常見!空心鉆頭多少錢臺州市椒江建設工程機械廠致力牙輪鉆頭生產研發,有想法的不要錯過哦!

鉆頭軸線要與砂輪面斜出60°的角度!這個角度就是鉆頭的鋒角,此時的角度不對,將直接影響鉆頭頂角的大小及主切削刃的形狀和橫刃斜角!這里是指鉆頭軸心線與砂輪表面之間的位置關系,取60°就行,這個角度一般比較能看得準!這里要注意鉆頭刃磨前相對的水平位置和角度位置,二者要統籌兼顧,不要為了擺平刃口而忽略了擺好度角,或為了擺好角度而忽略了擺平刃口!由刃口往后磨后面!刃口接觸砂輪后,要從主切削刃往后面磨,也就是從鉆頭的刃口先開始接觸砂輪,而后沿著整個后刀面緩慢往下磨!鉆頭切入時可輕輕接觸砂輪,先進行較少量的刃磨,并注意觀察火花的均勻性,及時調整手上壓力大小,還要注意鉆頭的冷卻,不能讓其磨過火,造成刃口變色,而至刃口退火!發現刃口溫度高時,要及時將鉆頭冷卻!
硬質合金鉆頭用于鉆削更復雜的材料!可選擇切削速度快的高性能合金刀片和特殊硬質合金鉆頭,減少刀具崩刃,保持良好的耐磨性!多層幾何切削刃可提高排水性能并保持較小的切削阻力!除常用的直角手柄外,還有多種手柄類型,適用于各種鉆機!讓我們來看看合金成型工具制造商在選擇硬質合金時需要考慮的因素鉆頭!1.在選擇硬質合金鉆頭的加工精度時,首先要考慮硬質合金鉆頭鉆孔的尺寸精度要求!2.加工穩定性在選擇合金鉸刀鉆頭時,除了對硬質合金鉆頭的鉆孔精度要求外,還應考慮加工機床的穩定性!機床的穩定性對硬質合金鉆頭的**壽命和鉆孔精度至關重要!因此,有必要仔細檢查機床主軸、夾具及附件的工作狀態!臺州市椒江建設工程機械廠是一家專業生產銷售鉆頭,有想法的不要錯過哦!

硬質合金鉆頭用于鉆削更復雜的材料!可選擇切削速度快的高性能合金刀片和特殊硬質合金鉆頭,減少刀具崩刃,保持良好的耐磨性!多層幾何切削刃可提高排水性能并保持較小的切削阻力!除常用的直角手柄外,還有多種手柄類型,適用于各種鉆機!讓我們來看看合金成型工具制造商在選擇硬質合金時需要考慮的因素鉆頭!1.在選擇硬質合金鉆頭的加工精度時,首先要考慮硬質合金鉆頭鉆孔的尺寸精度要求!2.加工穩定性在選擇合金鉸刀鉆頭時,除了對硬質合金鉆頭的鉆孔精度要求外,還應考慮加工機床的穩定性!機床的穩定性對硬質合金鉆頭的**壽命和鉆孔精度至關重要!因此,有必要仔細檢查機床主軸、夾具及附件的工作狀態!排屑和冷卻液是鉆孔中不可忽視的問題!事實上,在鉆孔過程中遇到的許多問題都是排屑不良,這是不可避免的!機加工車間經常使用外部冷卻液噴射作為排屑的輔助手段,但這種方法較在孔深小于孔徑技術和降低切削參數時才有效!合金的低溫處理鉆頭:它將硬度較低的奧氏體轉變為更硬、更穩定、耐磨和耐熱的馬氏體臺州市椒江建設工程機械廠致力挖機鉆頭生產研發,有想法可以來我司咨詢!浙江取芯鉆頭哪家有賣
臺州市椒江建設工程機械廠金剛石鉆頭服務值得放心。浙江沖擊鉆頭哪里有
鉆頭種類A.依構造分類(1)整體式鉆頭:鉆頂、鉆身、鉆柄由同一材料整體制造而成!依用途分類(1)中心鉆頭:一般用于鉆孔前打中心點用,前端錐面有60°、75°、90°等,車床作業時為了用尾座支,持應該用60°中心鉆與車床尾座頂心60°相配合!(2)麻花鉆頭:為工業制造上使用較普遍的一種鉆頭,我們一般使用的就是麻花鉆頭!(3)超硬鉆頭:鉆身之前端或全部以超硬合金刀具材料制成,使用于加工材料之鉆孔加工!(4)油孔鉆頭:鉆身有兩道小孔,切削劑經此小孔到達切刃部份,以帶走熱量及切屑,使用此鉆頭一般工作物旋轉,而鉆頭靜止!(5)深孔鉆頭:較早用于*管及石包管之鉆孔加工,又稱為*管鉆頭!深孔鉆頭為一直槽型,在一圓管中切除四分之一強的部份以產生刃口排屑!(6)鉆頭鉸刀:為了大量生產之需要,其前端為鉆頭,后端為鉸刀,鉆頭直徑與鉸刀直徑只差鉸孔之裕留量,也有鉆頭于螺攻絲混合使用,故又稱為混合鉆頭!(7)錐度鉆頭:當加工模具進料口時,可使用錐度鉆頭!(8)圓柱孔鉆頭:我們稱其為沉頭銑刀,此種鉆頭前端有一直徑較小之部分稱為道桿!(9)圓錐孔鉆頭:為鉆削圓錐孔之用,其前端角度有90°、60°等各種,我們使用的倒角刀就是圓錐孔鉆頭的一種!浙江沖擊鉆頭哪里有